 English (UK)
English (UK)  Türkçe (TR)
Türkçe (TR)
 DESIGN
DESIGN
Designs are made with programs that we have developed in our company with our own license and experienced technical cadre. With reference to the customer requests, our project team follows the order from the proposal stage to the order and delivery stage meticulously. Every step of design and implementation is approved by the customer. Rigorous and realistic work at the proposal stage removes the return in production or design. Our design team obtains all the information about the place and conditions of work and guides the client not to make the wrong choices.


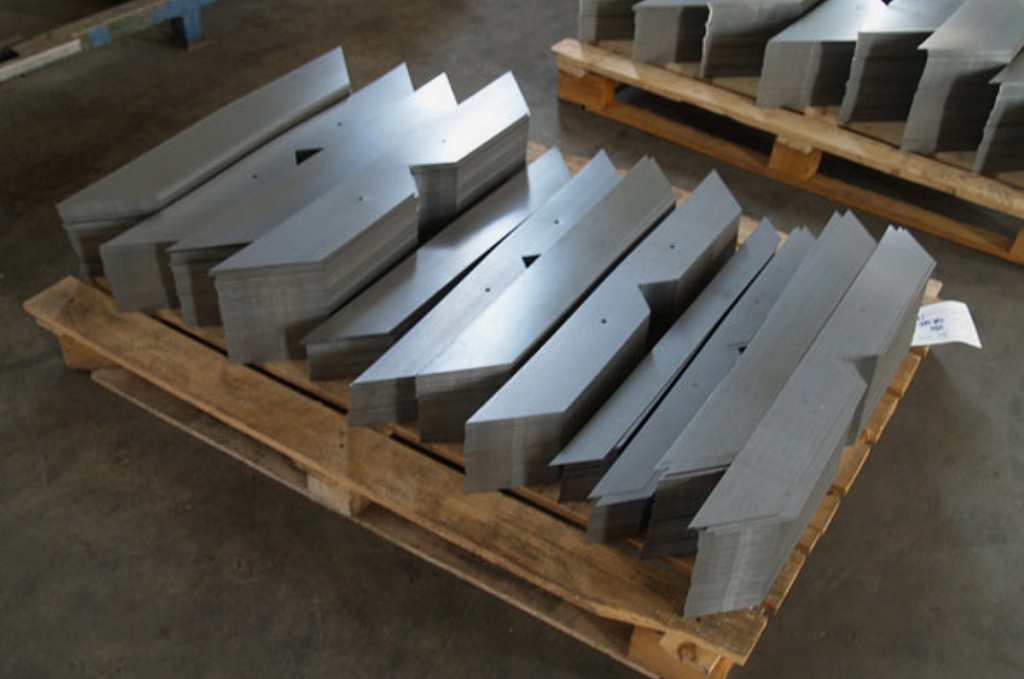
CORE
As a magnetic circuit element, the core is manufactured in high quality, oriented, cold rolled, low loss and insulated on both sides. According to the design inputs, the project is made using 0,23 - 0,27 - 0,30 mm thickness and various specifications of sheet metal. According to the technical details of the project, the magnetic circuit is made by cutting and arranging. The parts that carrying the windings are called leg, the parts that joining the legs from the top and the bottom are called yokes. The yoke part is compressed by a metal part and the vibrations are destroyed.



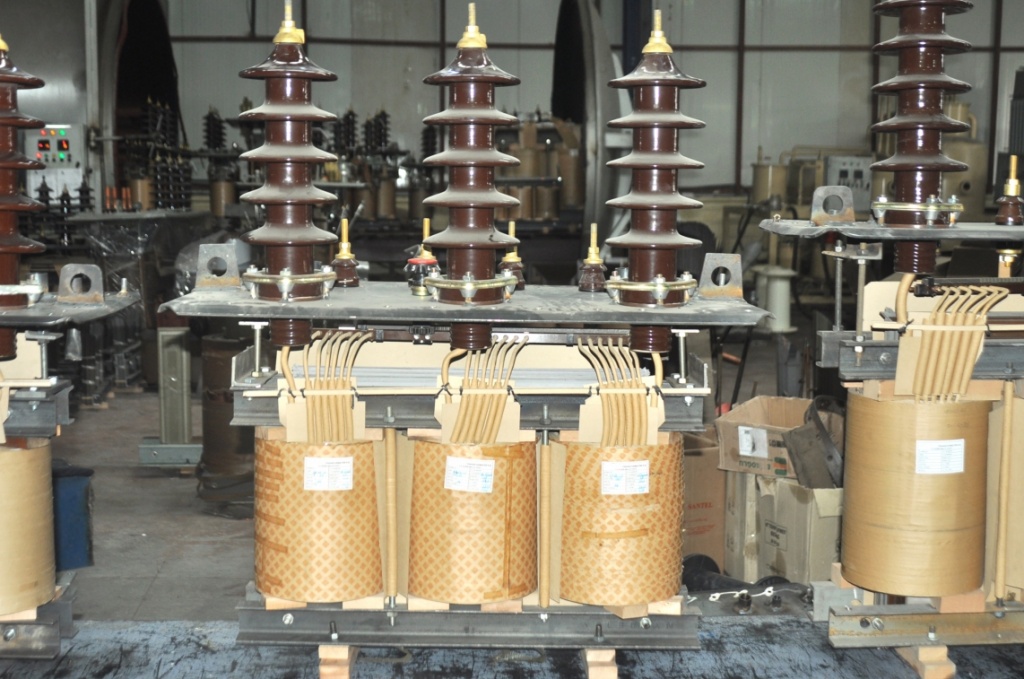
WINDINGS
There are two main sections in distribution transformers. These are Low Voltage (LV) windings and High Voltage (HV) windings. Since the voltage of the LV winding is low and the current is high, high-section conductors are used, it is usually wrapped for insulation purposes near the core. Since the voltage of the HV winding is high and the current is low, smaller-sized conductors are used, it is wound on top of the general LV coil. Conductors are selected from electrolytic copper and aluminum materials with high conductivity and high purity. As a insulation, intensity has been increased, insulation values are too high, mechanically resistant, oil resistant and European origin insulation materials are used. Coil losses, overload loads and cooling calculations are made, designed and according to the project, windings are made.



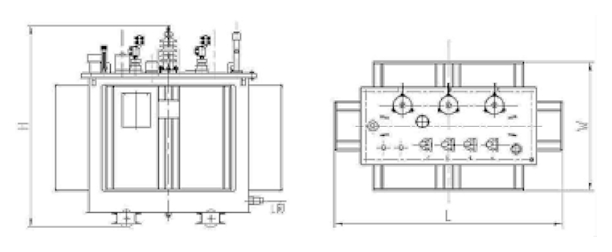
COVER AND BOILER
Transformer caps are made of high quality st-37, st-52 steel materials. According to the project, terminal outlets and protection; If the observation equipment is available the expansion tank is manufactured by mounting the mount point and lifting ears. According to the magnitude of the current flowing through the terminals, the phase-to-phase or phase-to-neutral current loop is reinforced with antimagnetic sheet. to avoid extra heating of the cover sheet. Cover welds are made with sealing welding technique and it is shipped to assembly after the leak checks are done.
The transformer boiler is made of high-quality st-37, st-52, and radiator as cooling group or wave wall sheets with elastic properties. Wave wall or radiator sheets are used as 102 mm or 1.5 mm. All equipment is assembled according to the Project. The boiler welds are made with a very special sealing welding technique like by welding thin sheet on thick sheet. After manufactured, the penetration fluid is bored and pressure is applied to the boiler, In the dark, leakage control is done with black light and then shipped to assembly.





Coils are passed to the core legs. After the core yoke piece sequence is made and the magnetic circuit is closed, the bobbins are clamped with insulating wedges and core yoke bars, it is fixed to resist for the calculated short-circuit forces. The core is physically mounted on the cover with coils and the active part is formed. According the process after the active part is tested for insulation distances before or after the drying process, the assembly steps are carried out and it is shipped to the oiling press process.



OVEN AND OIL PRESSING
As it is known, it is very important to take the moisture for the insulation life of the transformer. Transformers whose active part is assembled are fired at 105-110 degrees in the furnaces where the heat distribution is equal and can reach high vacuum levels. At the beginning and end of the firing process, insulation is measured and the firing is controlled. The transformers which are fired and boiler assembled are again subjected to oil pressing under high vacuum. Generally nematic mineral oils, that is strengthened in terms of temperature and insulation resistance, are used. In addition, herbal or nonflammable oils can also be used. The oil level settings of the expansion storage transformers are made, the special pressure settings of the hermetic transformers are made too and the process is terminated.



Product Quality Control and Test
Transformers are shipped to the next procedure, by are made either physically and electrically measurements, in all stages of production. It is not possible to complete the process without measurement, control and approval of production quality control personel. Possible problems and failures are examined and revealed at the earliest possible stages.
Tests and Measurements applied to Semi Finished Goods:
- Dimension Measurements
- Conversion Rates Measurements
- Insulation Resistance Measurements
- DC Resistance Measurements
- Impermeability Controls
Routine tests are applied and reported for all transformers that have completed the production phase. Transformers that passed all tests successfully, can get okey.
Routine Tests Applied To Transformers:
- Measurement of winding resistance
- Measuring the voltage conversion ratio and controlling the voltage vector phase shift
- Measurement of short-circuit impedance and load loss
- Measurement of idle loss and current
- Dielectric routine tests
- Induced voltage test
- Applied voltage test
- Insulation resistance measurement

PAINT
The covers and boilers are cleaned and dried with special chemicals before painting. Rustproof protection, high hold rate and durable first coat primer paint is applied. After primer paint, the boilers are subjected to drying process. 2 or 3 times special topcoat paint is applied on the primer paint after drying to meet customer demand paint thickness. Top coat paint color is used as a RAL 7033.( It can change accordind to customer demand)